- HOME
- 西機電装の事業案内
西機電装の事業案内
静電粉体塗装
静電粉体塗装で「より良く」「より美しく」
- 静電粉体塗装とは?
- 静電粉体塗装法は、アースに繋げてプラスに帯電させた塗装対象物へ、スプレーガンにてマイナスに帯電させた粉体塗料を噴射することで、塗料を静電的に対象物へ付着させる方法です。
この塗装法では、一般的に熱硬化性粉体塗料を使用し、加熱によって架橋と呼ばれる化学反応を誘起することで硬い塗膜を形成します。
一度硬化した塗料は、再度加熱しても硬いままで、軟化・流動することはありません。
静電粉体塗装の流れ


- ① 前処理
- 塗装する素材の粉化物、不純物(ゴミ等の汚れ)を除去し、軽く目荒しすることが主となります。
※目荒しとは、塗膜の食いつきをよくするために表面に細かな傷を付けること。
- ②-1 前処理(リン酸鉄皮膜処理)
- 被塗物の下地処理を施すことで塗装の外観や密着性、耐食性を高めます。
【リン酸鉄被膜処理とは】
外観や密着性、耐食性を高めるための表面処理のことで、鉄鋼にリン酸鉄皮膜剤の溶液 (加工液)を塗布、あるいはリン酸鉄皮膜剤の加工液に浸す、吹き付けるなどして、リン酸鉄の薄い皮膜を作る処理のことです。
- ②-2 前処理(水切り乾燥)
- 乾燥炉で塗装対象物に付着した水分を完全に除去する処理工程。ブリスター(塗装膜下に残存した水分によって生じる気泡)と呼ばれる外観不良の発生を防止します。
- ③ 粉体塗装
- 粉体塗料を静電引力によって対象物に付着させる処理工程。当社の粉体塗装はデュアル電界方式粉体塗装で、デュアル(二重)電界を形成することにより、効率的な塗料への帯電を行うと同時にフリーイオンを抑制させ、塗料使用量削減につながる高塗着効率と塗膜面を平滑に保つ塗装方法です。
- ④ 焼付乾燥
- 塗装対象物に付着した塗料を160~200℃の高温に加熱した焼付炉で焼き付け、乾燥させる処理工程です。
(塗料の種類によって設定温度を変更します)
- ⑤ 冷却
- 冷却して塗膜を形成する処理工程です。
ご相談から納品までの流れ
-
-
-
お問い合わせ・ご相談
お電話、FAX、メールなどでご質問や要望についてお問合せください。

-
-
-
-
お見積り・ご契約
仕様に基づきお見積りを致します。
お見積り内容を承認いただいた後、注文書を承り、正式契約をさせていただきます。
-
-
-

-
塗料手配・素材入荷・
塗装作業塗料の手配をし、その後素材が入荷しましたら、仕様通り塗装を行います。
-
-
-

-
納品
ご要望に従い品質検査を経て、養生・梱包を行い出荷いたします。
※梱包・納品(搬送)に関しては見積りに従う
-
製造ライン
- 最大塗装サイズ:L4000×W1200×H2400mm
- 吊り下げ式(0.35t用フック)手動コンベアー、全長73m
- 温度:MAX230℃
- 塗装能力:150㎡~200㎡/日
設備
- 天井走行型クレーン2.0t 2台
- 粉体塗装用設備一式完備
- リン酸鉄皮膜処理(外寸:L4200×W1200×H3300mm)設備ライン
- 塗装ブース(外寸:L6000×W3650×H370mm)設備ライン
- 焼付乾燥炉(外寸:L4200×W1600×H3300mm)設備ライン
- 焼付乾燥炉(外寸:L4300×W1700×H2700mm)
- 軽トラ 1台
- フォークリフト(リーチ式0.9t) 1台
事例紹介
-
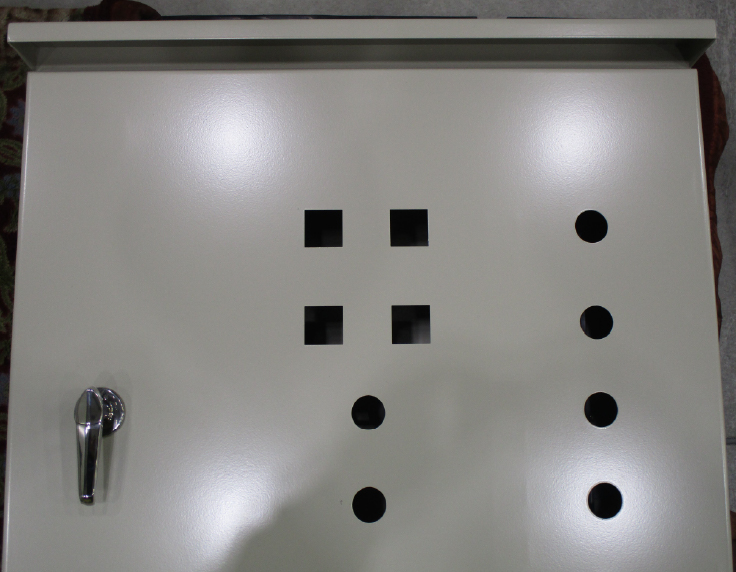
製品名 制御盤 材 質 ステンレス 膜 厚 外面:95μm 内面:75μm 塗 装 粉体塗装 ステンレス焼付塗装の主な用途はステンレスの表面処理です。焼付塗装を施すことで「耐摩耗性」「耐候性」「耐食性」「機能性」「意匠性」を高めることができます。
-

製品名 制御盤 材 質 ボンデ鋼板 膜 厚 外面:95μm 内面:75μm 塗 装 粉体耐塩塗装 粉体耐塩仕様で塗装を施しています。
沿岸部に近い場所に設置されるような場合は腐食や錆から守るために施します。 -

製品名 操作台 材 質 ボンデ鋼板 膜 厚 外面:75μm 内面:55μm 塗 装 粉体塗装 日頃から操作が必要とされる場所などには、粉体塗装を施すことで高強度で柔軟な分厚い塗膜が得られますので、傷が付きにくい上温度・湿度変化が激しい環境でも伸縮しやすいことによりひび割れや剥離などが発生しにくくなります。